El primer paso para el plegado de una pieza es la elección de las herramientas que se van a utilizar (plegadora, punzón y sufridera). Lo más básico es asegurarse que la plegadora tenga el largo y la fuerza necesaria para poder doblar el material (acero, acero inoxidable, aluminio, cobre, bronce, etc) que se va a plegar y que tanto la sufridera como el punzón sean capaces de resistir la fuerza aplicada por la máquina.
Las plegadoras se definen por su largo y el tonelaje máximo que pueden aplicar, y las herramientas de plegado están diseñadas para resistir una determinada carga por unidad de largo, la que generalmente está especificada en los catálogos o incluso impresa en la misma herramienta.
A continuación vemos cómo se calcula la fuerza necesaria para un pliegue y una recomendación para el tamaño de la sufridera:

Recomendaciones Generales para el diseño de piezas plegadas:
Cuando se fabrica piezas que llevan plegados, es de vital importancia que sean diseñadas adecuadamente para que los resultados sean óptimos… especialmente si han sido cortadas con la precisión y calidad del corte láser. A continuación se explican algunos conceptos básicos para aplicar al diseño de piezas plegadas para garantizar que el resultado final sea el esperado:
• El radio de plegado debiera, si es posible, mantenerse igual para todos los pliegues para minimizar cambios de herramientas
• Para la mayoría de los materiales, el mínimo radio interior debiera ser de al menos 1 espesor.
• La mínima pestaña debiera ser de al menos 4 veces el espesor del material más el radio de plegado. Al violar esta regla se puede causar distorsiones en la pieza o dañar las herramientas o al operador dado que las piezas resbalan de la matriz.

• Las ranuras o perforaciones que están muy cerca del pliegue se pueden deformar. Las perforaciones y ranuras deben estar al menos a una distancia de 3 veces el espesor más el radio de plegado desde la línea de plegado. Si se requiere de perforaciones más cercanas al plegado, éstas debieran extenderse más allá de la línea de plegado.

• El dimensionamiento de la pieza debe considerar la suma de tolerancias producto de sucesivos plegados. Las perforaciones para montaje de piezas debieran ser diseñadas de preferencia como oblongos.
• Las piezas deben ser inspeccionadas estando restringidas de movimiento para evitar que la flexión natural de las piezas afecte las mediciones. Las medidas interiores deben ser tomadas lo más cerca posible del plegado.
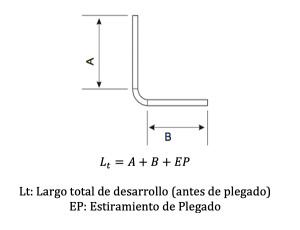
Cálculo de Desarrollos
Al plegar un material en 90o con un ala de largo A y otra de largo B, el largo del desarrollo estirado de la pieza no es A+B producto del estiramiento del material en el proceso de plegado.
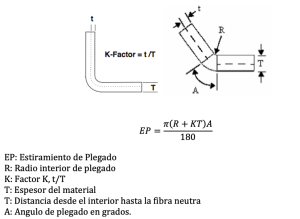
Para el cálculo del estiramiento se ocupa el factor K, que representa la ubicación de la fibra neutra del material en el plegado.
Si tomas en cuenta todas estas recomendaciones al diseñar tus piezas plegadas, el resultado será de alta calidad, especialmente si utilizas plegado CNC y si el corte previo de tus piezas fue realizado con métodos de alta precisión y calidad como el corte láser.
Asegura la calidad de tus piezas y cotiza con Lemaco Industrial.